
⑵ вузкае месца, плячо для бутэлькі
Шыя і плячо - гэта злучэнне і пераходныя дэталі паміж ротам бутэлькі і корпусам бутэлек. Яны павінны быць распрацаваны ў адпаведнасці з формай і характарам змесціва ў спалучэнні з формамі, структурнымі памерамі і патрабаваннямі трываласці цела. У той жа час неабходна ўлічваць складанасць аўтаматычнай вытворчасці машын і напаўнення машын. Разгледзім тып ушчыльнення, які будзе выкарыстоўвацца пры выбары ўнутранага дыяметра шыі. Пералічаная сувязь паміж унутраным дыяметрам рота бутэлькі і ёмістасцю бутэлькі і выкарыстанай формай герметызацыі.
Калі змесціва будзе сапсавана пад дзеяннем рэшткавага паветра ў запячатанай бутэльцы, толькі тып бутэлькі з найменшым унутраным дыяметрам, дзе можна выкарыстоўваць вадкасць паветра.
Па -другое, варта імкнуцца зрабіць змесціва бутэлькі, які можна плаўна наліць у іншы кантэйнер, што асабліва важна для напояў, лекаў і алкагольных бутэлек. Пакуль пераход ад самай тоўстай часткі корпуса бутэлек да шыі бутэлькі будзе правільна выбраны, вадкасць можна выліць з бутэлькі спакойна. Бутэлька з паступовым і плаўным пераходам ад корпуса бутэлькі да шыі дазваляе вельмі спакойна вылівацца вадкасці. Паветра прасочваецца ў бутэльку, выклікаючы перапыненне вадкага патоку, што абцяжарвае ўліванне вадкасці ў іншы кантэйнер. Магчыма толькі тады, калі так званая падушка для паветра размаўляе з навакольнай атмасферай, каб спакойна выліць вадкасць з бутэлькі з раптоўным пераходам з корпуса бутэлек да шыі.
Калі змесціва бутэлькі нераўнамернае, самая цяжкая частка паступова апускаецца на дно. У гэты час бутэлька з раптоўным пераходам ад корпуса бутэлькі да шыі павінна быць спецыяльна выбрана, таму што самая цяжкая частка змесціва лёгка аддзяляецца ад іншых частак пры наліванні з гэтым тыпам бутэлькі.
Агульныя структурныя формы шыі і пляча прыведзены на малюнку 6-26.
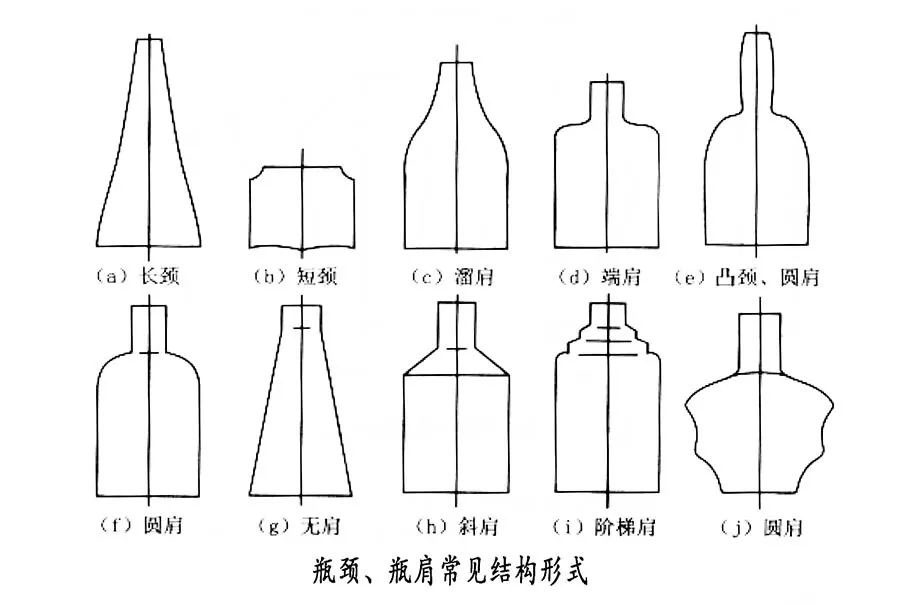
Форма шыі бутэлькі падключаецца да шыі бутэлькі, а плячо для бутэлькі ўнізе, таму форма лініі шыі бутэлькі можна падзяліць на тры часткі: лінія шыі рота, сярэдняя лінія шыі і лінія пляча шыі. Змена са зменамі.
Змены ў форме і лініі шыі бутэлькі і яе формы залежаць ад агульнай формы бутэлькі, якую можна падзяліць на тып без шыя (шырока вусны версія для ежы), тып кароткага шыі (напой) і тып доўгага шыі (віно). Тып без шыі, як правіла, злучаны дэкальтэ непасрэдна да лініі пляча, у той час як кароткі тып мае толькі кароткую шыю. Часта выкарыстоўваюцца прамыя лініі, выпуклыя дугі або ўвагнутыя дугі; Для тыпу даўно шыі дэкальтэ даўжэй, што можа істотна змяніць форму дэкальтэ, дэкальтэ і лініі пляча шыі, што зробіць форму бутэлькі новай. Адчуць. Асноўны прынцып і метад яго мадэлявання заключаецца ў параўнанні памеру, кута і крывізны кожнай часткі шыі, дадаючы і аднімаючы. Гэта параўнанне - гэта не толькі параўнанне самой шыі, але і павінна клапаціцца пра кантрасную сувязь з агульнай формай лініі бутэлькі. Каардынацыя адносін. Для формы бутэлек, якую трэба маркіраваць з дапамогай шыі, варта звярнуць увагу на форму і даўжыню этыкеткі шыі.
Верхняя частка пляча бутэлькі падлучаны да шыі бутэлькі, а ніжняя частка падключаецца да корпуса бутэлек, што з'яўляецца важнай часткай змены лініі формы бутэлькі.
Лінія пляча звычайна можна падзяліць на "плоскае плячо", "кідаць плячо", "нахільнае плячо", "плячо прыгажосці" і "Сціскала плячо". Розныя формы пляча могуць вырабляць мноства розных формаў пляча праз змены даўжыні, кута і крывой плячэй.
Розныя формы плячам для бутэлек маюць розны ўплыў на трываласць кантэйнера.
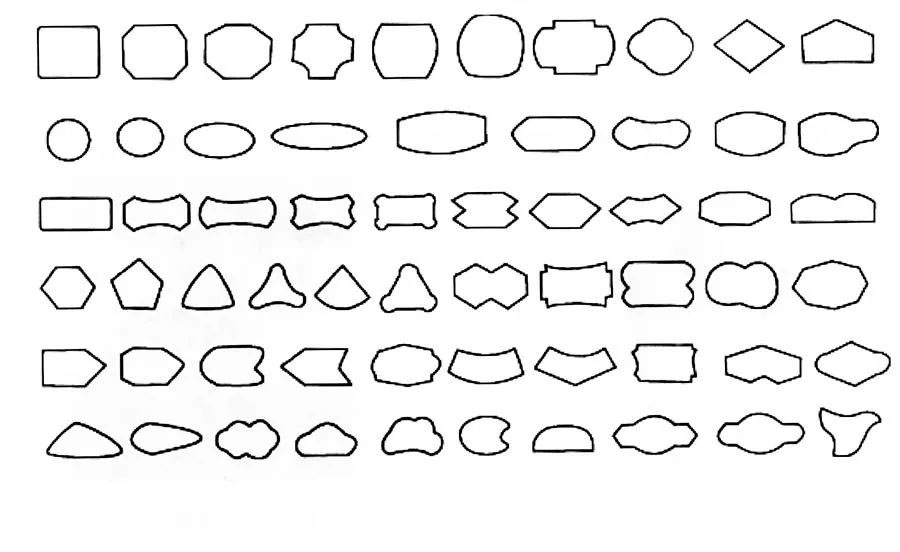
⑶ Цела бутэлек
Корпус бутэлек з'яўляецца асноўнай структурай шкляной кантэйнера, і яго форма можа быць рознай. На малюнку 6-28 паказаны розныя формы перасеку цела бутэлек. Аднак сярод гэтых формаў толькі круг раўнамерна падкрэсліваецца вакол яго, з найлепшай трываласцю структурнай трываласці і добрай прадукцыйнасцю, а шкляная вадкасць лёгка размяркоўвацца раўнамерна. Таму шкляныя кантэйнеры, якія павінны вытрымліваць ціск, звычайна кругавыя ў перасеку. На малюнку 6-29 паказаны розныя формы піўных бутэлек. Незалежна ад таго, як мяняецца вертыкальны дыяметр, яго перасек круглы.


Пры распрацоўцы спецыяльных формаў бутэлек тып бутэлькі і таўшчыня сценкі павінны быць правільна выбраны і распрацаваны ў залежнасці ад кірунку стрэсу ў сцяне прадукту. Размеркаванне напружання ў чатырохграннай сценцы бутэлек. Пункцірная круг на малюнку ўяўляе сабой нулявую стрэсавую лінію, пункцірныя лініі ў чатырох кутах, якія адпавядаюць знешняй частцы круга, уяўляюць сабой напружанне расцяжэння, а пункцірныя лініі, якія адпавядаюць чатырох сцен унутры круга, - гэта напружанне сціску.
У дадатак да некаторых спецыяльных бутэлек (інфузійныя бутэлькі, антыбіётычныя бутэлькі і г.д.), сучасныя стандарты кантэйнера для шкляной ўпакоўкі (нацыянальныя стандарты, галіновыя стандарты) маюць пэўныя правілы па памеры корпуса бутэлек. Для таго, каб актываваць рынак, большасць кантэйнераў шкляной упакоўкі, вышыня не ўказваецца, паказана толькі адпаведная талерантнасць. Аднак пры распрацоўцы формы бутэлек, акрамя разгляду магчымасці вырабу формы і выканання патрабаванняў якасці прадукту, таксама варта ўлічваць эрганоміку, гэта значыць аптымізацыю формы і звязаных з людзьмі функцый.
Для таго, каб чалавечая рука дакранулася да формы кантэйнера, неабходна ўлічваць шырыню шырыні рукі і руху рукі, і ў дызайне неабходна ўлічваць параметры вымярэння. Чалавечы маштаб - адзін з самых асноўных дадзеных у даследаванні эрганомікі. Дыяметр кантэйнера вызначаецца ёмістасцю кантэйнера. 5 см。 За выключэннем кантэйнераў для спецыяльных мэтаў, наогул кажучы, мінімальны дыяметр кантэйнера павінен быць не менш за 2. 5 см. Калі максімальны дыяметр перавышае 9 см, кантэйнер для апрацоўкі лёгка выслізнуць з рукі. Дыяметр кантэйнера ўмераны, каб аказаць найбольшы эфект. Дыяметр і даўжыня кантэйнера таксама звязаны з трываласцю счаплення. Неабходна выкарыстоўваць кантэйнер з вялікай трываласцю і пакласці на яе ўсе пальцы. Таму даўжыня ёмістасці павінна быць даўжэйшай, чым шырыня рукі; Для кантэйнераў, якія не патрабуюць вялікага счаплення, вам трэба толькі пакласці неабходныя пальцы на ёмістасць, альбо выкарыстоўваць далонь, каб утрымліваць яе, а даўжыня кантэйнера можа быць карацейшай.
⑷ Пятка для бутэлькі
Пятка для бутэлькі - гэта злучальная частка пераходнай часткі паміж корпусам бутэлек і дном бутэлькі, і яго форма звычайна падпарадкоўваецца патрэбам агульнай формы. Аднак форма пяткі бутэлькі аказвае вялікі ўплыў на індэкс трываласці бутэлькі. Выкарыстоўваецца структура маленькага пераходу дугі і ніжняй частцы бутэлькі. Вертыкальная трываласць нагрузкі структуры высокая, а механічны шок і трываласць цеплавога шоку адносна дрэнная. Таўшчыня дна адрозніваецца і ўтвараецца ўнутранае напружанне. Калі ён падвяргаецца механічнага шоку або цеплавога шоку, тут вельмі лёгка ўзламаць. Бутэлька пераходзіць з большай дугой, а ніжняя частка злучаецца з дном бутэлькі ў выглядзе ўцягвання. Унутраны напружанне канструкцыі невялікі, механічны шок, цеплавы шок і трываласць у шоку вады высокія, а вертыкальная трываласць нагрузкі таксама добрая. Корпус бутэлек і дно бутэлькі - гэта сферычная структура злучэння пераходу, якая аказвае добры механічны ўздзеянне і трываласць цеплавога ўдару, але дрэнная вертыкальная трываласць нагрузкі і трываласць на ваду.
⑸ дно бутэлькі
Унізе бутэлькі знаходзіцца ўнізе бутэлькі і гуляе ролю падтрымкі кантэйнера. Сіла і стабільнасць дна бутэлькі вельмі важныя. Звычайна дно для шкляных бутэлек прызначаны для ўвагнутага, што можа паменшыць кропкі кантакту ў кантактнай плоскасці і павысіць стабільнасць. Унізе бутэлькі і пяткі бутэлькі прымаюць пераход дугі, а вялікая пераходная дуга выгадна для паляпшэння трываласці бутэлькі і магутнасці. Радыус кутоў у ніжняй частцы бутэлькі мае шмат сэнсу для вытворчасці. Закругленыя куты вызначаюцца камбінаваным метадам цела цвілі і дном цвілі. Калі спалучэнне фарміравальнай цвілі і дна цвілі перпендыкулярная вось прадукту, гэта значыць, пераход ад круглявага кута да корпуса бутэлькі з'яўляецца гарызантальным, рэкамендуецца выкарыстоўваць адпаведныя памеры круглявага кута.
Згодна з формай ніжняй часткі бутэлькі, атрыманай гэтымі памерамі, феномен калапсу ніжняй часткі бутэлькі можна пазбегнуць, калі сценка бутэлькі тонкая.
Калі закругленыя куты зроблены на целе цвілі, гэта значыць, цела цвілі вырабляецца так званым метадам экструзіі, лепш за ўсё ўзяць закруглены памерам з дна бутэлькі. Для тых прадуктаў, якія патрабуюць больш тоўстай сцяны вакол дна бутэлькі, таксама даступныя памеры, пералічаныя ў табліцы вышэй. Калі каля пераходу ад пераходу ў ніжняй частцы бутэлькі да корпуса бутэлькі ёсць тоўсты пласт шкла, ніжняя частка прадукту не разбурыцца.
Двайныя круглявыя дно падыходзяць для вырабаў з вялікім дыяметрам. Перавага заключаецца ў тым, што ён можа лепш супрацьстаяць ціску, выкліканым унутраным напружаннем шкла. Для вырабаў з такой асновай вымярэнне ўнутранага напружання паказала, што шкло ў закругленых кутах знаходзілася ў сціску, а не ў напружанні. Калі падвяргаецца выгібу, шкло не зможа супрацьстаяць яго.
Выпуклая дно можа забяспечыць стабільнасць прадукту. Яго форма і памер на самай справе вырабляюцца з розных тыпаў, у залежнасці ад тыпу бутэлькі і выкарыстоўванай машыны для бутэлек.
Аднак, калі дуга занадта вялікая, плошча падтрымкі будзе зніжана, а стабільнасць бутэлькі будзе зніжана. Пры ўмове пэўнай якасці бутэлькі і магутнасці таўшчыня ніжняй часткі бутэлькі заснавана на мінімальнай таўшчыні дна бутэлькі як патрабавання праектавання, а стаўленне таўшчыні дна бутэлькі ўказваецца і імкнецца мець невялікую розніцу паміж таўшчынёй ніжняй частцы бутэлькі і зніжэннем унутранага напружання.
Час паведамлення: красавік-15-2022